
 2026-03-16
2026-03-16 Eine Präzisionsmotorwelle ist die mechanische Ausgangskomponente eines Elektromotors – das rotierende zylindrische Element, das über Kupplungen, Zahnräder, Riemenscheiben, Ritzel oder direkte Pressverbindungen Drehmoment vom Rotor des Motors auf die angetriebene Last überträgt. Das Wort „Präzision“ ist in diesem Zusammenhang kein Marketingbegriff; Es bezieht sich auf die engen Maßtoleranzen, geometrischen Genauigkeitsanforderungen und Oberflächenbeschaffenheitsspezifikationen, die eine Präzisionsmotorwelle von einer handelsüblichen Standardwelle unterscheiden. In Anwendungen, die von medizinischen Geräten und Laborinstrumenten bis hin zu Servoantrieben, Robotik und Luft- und Raumfahrtaktuatoren reichen, bestimmt die Maßhaltigkeit der Welle direkt die Systemleistung – Qualität der Lagerpassung, Konzentrizität der Kupplung, Vibrationspegel, Rotationsgenauigkeit und letztendlich die Zuverlässigkeit der gesamten angetriebenen Baugruppe.
Selbst kleine Abweichungen von der spezifizierten Wellengeometrie können zu schwerwiegenden Problemen auf Systemebene führen. Ein Wellendurchmesser mit 0,01 mm Übermaß führt dazu, dass ein Presssitzlager während der Montage überbeansprucht wird und der Innenring reißen kann. Eine Welle mit einem Schlag von 0,005 mm am Lagerzapfen führt zu einer zyklischen Belastung des Lagers mit der Rotationsfrequenz der Welle, was die L10-Lebensdauer drastisch verkürzt. Eine Welle mit falscher Oberflächenrauheit am Lagersitz – zu rau – führt während des Betriebs zu Mikroverschweißungen mit dem Lagerinnenring, was die Demontage zerstörerisch macht. Dies sind keine Randfälle; Sie sind die routinemäßigen Folgen der Beschaffung von Motorwellen in unzureichenden Präzisionsklassen und des Verständnisses, was sie ausmacht Präzisionsmotorwelle Wirklich präzise ist für jeden, der diese Komponenten spezifiziert, beschafft oder konstruiert, von entscheidender Bedeutung.
Eine Präzisionsmotorwelle ist kein einfacher Zylinder – sie ist ein bearbeitetes Bauteil mit mehreren Funktionen, bei dem jede Zone für die Verbindung mit einer bestimmten Gegenkomponente ausgelegt ist und jede Schnittstelle ihre eigenen Anforderungen an Abmessung, Geometrie und Oberflächenbeschaffenheit stellt. Das Verständnis der Funktion jedes Merkmals hilft beim Verfassen von Spezifikationen und beim Bewerten der Leistungsfähigkeit des Lieferanten.
Die Lagerzapfen sind die zylindrischen Abschnitte der Welle, die in den Wälzkörper- oder Gleitlagern des Motors sitzen. Dies sind typischerweise die maßlich kritischsten Abschnitte des gesamten Schachts. Der Zapfendurchmesser muss innerhalb einer engen Toleranz gehalten werden – typischerweise IT5- oder IT6-Klasse gemäß ISO 286, was Toleranzen von ±0,003 mm bis ±0,008 mm bei Durchmessern von 5 mm bis 50 mm entspricht – um den korrekten Lagersitz zu erreichen. Eine Spielpassung wird für Lager verwendet, die mit Handkraft oder leichtem Werkzeug auf die Welle gepresst werden müssen (Übergangspassung), während eine Presspassung verwendet wird, bei der der Lagerinnenring sicher mit der Welle verbunden sein muss, um ein Kriechen unter Last zu verhindern. Die Oberflächenrauheit an Lagerzapfen liegt bei Ra 0,4 µm bis Ra 0,8 µm für Wälzlager und bei Ra 0,2 µm oder feiner für hydrodynamische Gleitlager, bei denen die Oberflächenbeschaffenheit direkten Einfluss auf die Ölfilmbildung hat, die die Welle trägt.
Das Abtriebs- oder Antriebsende einer Präzisionsmotorwelle ist der Abschnitt, der mit der Last verbunden ist – über eine Keilnabe, eine Keilwellenkupplung, ein Ritzel, eine Riemenscheibe, eine Encoderscheibe oder ein anderes Kraftübertragungselement. In die Welle eingearbeitete Keilnuten sorgen für eine formschlüssige Drehantriebsverbindung, die das Drehmoment überträgt, ohne sich allein auf Eingriffe zu verlassen. Keilwellenenden – sowohl Evolventen- als auch gerade Seitenprofile – verteilen das Drehmoment auf mehrere Kontaktpunkte und bieten so eine höhere Drehmomentkapazität und eine bessere Fehlausrichtungstoleranz als einzelne Keilnuten. Präzisionsgeschliffene konische Wellenenden werden in Anwendungen verwendet, die eine einfache Montage und Demontage von Naben ohne Passfeder erfordern, wobei der Kegelwinkel je nach Anwendung einer axialen Spannmutter eine selbstsichernde oder lösbare Presspassung erzeugt. Gewindemerkmale am Wellenende halten Kupplungsnaben, Encoderscheiben oder Endkappen gegen axiale Belastungen.
Bei den meisten Elektromotorkonstruktionen ist das Rotorblechpaket oder die Permanentmagnetbaugruppe direkt auf die Motorwelle aufgepasst. Die Rotormontagezone muss einen genau kontrollierten Durchmesser für eine bestimmte Presspassung haben, die eine ausreichende Drehmomentübertragung gewährleistet, ohne dass es beim Einpressen zu Rissen in den Rotorblechen kommt. Bei Hochgeschwindigkeitsmotoren muss das Übermaß zwischen Rotor und Welle auch der zentrifugalen Ausdehnung des Rotors bei maximaler Drehzahl standhalten – wenn das Übermaß nicht ausreicht, kann sich der Rotor bei hoher Drehzahl lockern, was zu einer katastrophalen Unwucht führt. Die Rundheit der Rotormontagezone wirkt sich direkt auf die nach der Rotormontage erreichbare dynamische Auswuchtqualität aus: Eine unrunde Welle führt zu einem Exzentrizitätsfehler in der Massenverteilung des Rotors, der durch anschließendes Auswuchten nicht vollständig korrigiert werden kann.
Durchmesserübergänge zwischen Wellenabschnitten erzeugen Schultern, die Lager, Rotoren und andere Komponenten entlang der Welle axial fixieren. Die Rechtwinkligkeit dieser Schultern zur Wellenachse – Rechtwinkligkeitstoleranz – bestimmt, wie rechtwinklig Lager und Rotoren sitzen, und beeinflusst die Vorspannung und axiale Ausrichtung. Hinterschnittene Rillen an der Basis der Schultern und an den Enden der geschliffenen Abschnitte verringern die Spannungskonzentration, die durch abrupte Durchmesseränderungen entsteht, und verbessern so die Ermüdungslebensdauer der Welle unter zyklischen Torsions- und Biegebelastungen erheblich. Bei Hochtakt-Präzisionsmotorwellen sind diese Hinterschneidungsradien und ihre Oberflächenbeschaffenheit ebenso wichtig für die Lebensdauer wie die Gesamtmaterialfestigkeit der Welle.
Bei der Materialauswahl für eine Präzisionsmotorwelle müssen Bearbeitbarkeit und Schleifbarkeit (die die erreichbare Maßgenauigkeit bestimmen), mechanische Festigkeit und Ermüdungsbeständigkeit (die die Lasttragefähigkeit und Lebensdauer bestimmen), magnetische Eigenschaften (kritisch bei Anwendungen, bei denen die Welle durch den Magnetkreis des Motors verläuft) und Korrosionsbeständigkeit (für Anwendungen in nassen, chemisch aggressiven oder lebensmitteltauglichen Umgebungen) in Einklang gebracht werden.
| Material | Typische Note | Schlüsseleigenschaften | Gemeinsame Anwendung |
| Kohlenstoffstahl | C45, 1045, S45C | Gute Festigkeit, bearbeitbar, niedrige Kosten | Allgemeine Industriemotoren, HVAC, Pumpen |
| Legierter Stahl | 42CrMo4, 4140, SCM440 | Hohe Festigkeit, ermüdungsbeständig, wärmebehandelbar | Servomotoren, High-Torque-Antriebe, Getriebeausgänge |
| Einsatzstahl | 16MnCr5, 8620 | Harte Oberfläche, zäher Kern, verschleißfest | Wellen mit integrierten Ritzeln, verschleißfeste Lagerzapfen |
| Edelstahl | 303, 316, 17-4PH | Korrosionsbeständig, nicht magnetisch (austenitisch) | Medizinische Geräte, Lebensmittelverarbeitung, Schiffsmotoren |
| Titanlegierung | Ti-6Al-4V | Hohes Festigkeits-/Gewichtsverhältnis, nicht magnetisch, korrosionsbeständig | Aktuatoren für die Luft- und Raumfahrt, MRT-kompatible Motoren |
| Aluminiumlegierung | 7075-T6, 6061-T6 | Leicht, nicht magnetisch, gute Bearbeitbarkeit | Kleine Hochgeschwindigkeitsmotoren, UAV-Antriebe, Robotik |
Viele Materialien für Präzisionsmotorwellen werden wärmebehandelt, um die erforderlichen mechanischen Eigenschaften zu entwickeln – durch Abschrecken und Anlassen von legierten Stählen, um eine Zugfestigkeit von 900–1.200 MPa zu erreichen, durch Einsatzaufkohlen von niedriglegierten Stählen, um eine harte, verschleißfeste Oberfläche mit einem zähen Kern zu erhalten, oder durch Nitrieren, um eine extrem harte Oberflächenschicht mit minimaler Dimensionsverzerrung zu erreichen. Die Reihenfolge der Wärmebehandlung und Präzisionsschleifvorgänge ist entscheidend: Durch die Wärmebehandlung entstehen Maßverzerrungen, die durch anschließendes Schleifen korrigiert werden müssen. Präzisionsmotorwellen werden in der Regel vorbearbeitet, wärmebehandelt, bei Bedarf gerichtet und anschließend auf die endgültigen Abmessungen präzisionsgeschliffen. Das abschließende Schleifen nach der Wärmebehandlung – und nicht vorher – ist die einzige zuverlässige Möglichkeit, gleichzeitig die erforderlichen mechanischen Eigenschaften und die engen Maßtoleranzen einer Präzisionsmotorwelle zu erreichen.
Die Toleranzspezifikation ist das technische Herzstück der präzisen Motorwellenkonstruktion. Zu locker und die Welle kann ihre vorgesehene Funktion nicht erfüllen; unnötig eng und die Herstellungskosten steigen ohne Nutzen. Das Verständnis, welche Toleranzen für jedes Merkmal am wichtigsten sind und welche Werte für unterschiedliche Anwendungen und Geschwindigkeiten geeignet sind, unterscheidet eine genau spezifizierte Präzisionsmotorwellenzeichnung von einer Zeichnung, die entweder unterspezifiziert oder unpraktisch eng ist.
Wellendurchmesser werden nach dem Toleranzsystem ISO 286 angegeben, das sowohl den Toleranzgrad (IT-Grad, der die gesamte Toleranzbandbreite angibt) als auch die Grundabweichung (ein Buchstabe, der die Lage des Toleranzbandes relativ zum Nennmaß angibt) definiert. Für Lagerzapfen von Präzisionsmotorwellen sind typische Spezifikationen k5 oder k6 für Lager, die eine leichte Presspassung erfordern, und h5 oder h6 für Lager, die mit einer Übergangs- oder leichten Spielpassung montiert sind. Bei einem 20-mm-Lagerzapfen entspricht die k5-Toleranz einem Durchmesserbereich von 0,002 mm bis 0,011 mm – einem Gesamttoleranzband von nur 9 Mikrometern. Um dies in der Produktion konsistent zu erreichen, ist ein Rundschleifen mit präziser Maschinen- und Abrichtsteuerung sowie eine 100-prozentige Maßüberprüfung nach dem Schleifen mithilfe kalibrierter Bohrungsmessgeräte oder Luftmessgeräte mit einer Auflösung von 0,001 mm oder besser erforderlich.
Die Rundheit (Rundheit) des Lagerzapfens – die Abweichung eines beliebigen Querschnittsprofils von einem perfekten Kreis – wird typischerweise mit 50 % oder weniger der Durchmessertoleranz für Präzisionsmotorwellen angegeben. Für einen K5-Zapfen mit einer Durchmessertoleranz von 9 µm ist eine Rundheit von 4–5 µm eine typische Anforderung. Zylindrizität – die kombinierte Variation von Rundheit und Geradheit entlang der Länge des Lagerzapfens – ist die anspruchsvollere Anforderung für lange Lagersitze und stellt sicher, dass das Lager über die gesamte Breite gleichmäßig sitzt. Rundheit und Zylindrizität werden auf einer Präzisionsrundheitsmessmaschine (z. B. einer Talyrond von Taylor Hobson) mithilfe einer Kontaktsonde gemessen, die die tatsächliche Oberflächengeometrie mit der idealen Kreisform abbildet.
Unrundheit ist die leistungskritischste geometrische Toleranz für Präzisionsmotorwellen, da sie direkt die Vibrationen und Lagerbelastungen erzeugt, die die Motorgeschwindigkeit, den Geräuschpegel und die Lebensdauer begrenzen. Der gesamte angezeigte Rundlauf (TIR) – gemessen durch Drehen der Welle zwischen Zentren und Messen der Gesamtauslenkung der Messuhr bei einem bestimmten Durchmesser – kombiniert Rundheitsfehler und Koaxialitätsfehler (Versatz zwischen der Achse des gemessenen Merkmals und der Bezugsachse) in einer einzigen Messung. Für Präzisionsmotorwellen in Servo- und Präzisionsbewegungsanwendungen wird der TIR am Abtriebszapfen relativ zu den Lagerzapfen typischerweise mit 0,005 mm bis 0,015 mm angegeben. Bei 3.000 U/min erzeugt ein TIR von 0,01 mm eine zentrifugale Erregungskraft, die je nach Welle und Rotormasse Schwingungsamplituden erzeugen kann, die um eine Größenordnung höher sind als die Exzentrizität selbst, was die Lagerlebensdauer schnell verkürzt und die Positionsgenauigkeit in Servosystemen mit geschlossenem Regelkreis beeinträchtigt.
Verschiedene Zonen einer Präzisionsmotorwelle erfordern unterschiedliche Werte für die Oberflächenrauheit, und die Angabe einer einzigen Oberflächenrauheit für die gesamte Welle ist ein häufiger Fehler bei der Unterspezifikation. Lagerzapfen erfordern Ra 0,4–0,8 µm für Kugel- und Rollenlager und Ra 0,1–0,4 µm für Gleitlager. Dichtungskontaktflächen (wo eine Lippendichtung oder Labyrinthdichtung die Welle berührt) müssen mit Ra 0,2–0,4 µm in Richtung der Wellendrehung geschliffen werden, mit strengen Grenzwerten für Blei (schraubenförmige Schleifspuren, die Schmiermittel an der Dichtung vorbeipumpen können). Rotormontagezonen werden typischerweise mit Ra 0,8–1,6 µm spezifiziert – etwas rauere Oberflächen können tatsächlich die Drehmomenterhaltung von Presspassungen verbessern, indem sie für eine mikromechanische Verriegelung zwischen den Wellen- und Bohrungsoberflächen sorgen. Bei Fräs- oder Räumvorgängen bleiben Keilnut- und Keilnutoberflächen in der Regel mit einem Ra von 1,6–3,2 µm zurück, da diese Oberflächen die Last durch Formkontakt übertragen und ihre Funktion nicht von der Oberflächenqualität abhängt.
Um die für präzise Motorwellenanwendungen erforderlichen Toleranzen zu erreichen, ist ein sorgfältig aufeinander abgestimmter Fertigungsprozess erforderlich, bei dem jeder Arbeitsgang die Bedingungen für den nächsten schafft. Das Überspringen oder Verkürzen eines Schritts in der Prozesskette führt zuverlässig dazu, dass Wellen nicht den Spezifikationen entsprechen und entweder bei der Eingangskontrolle oder – was teurer ist – während der Montage oder zu Beginn der Inbetriebnahme entdeckt werden.
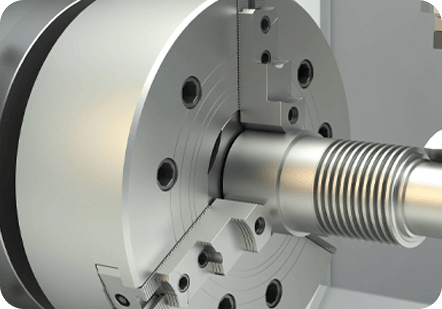
Durch CNC-Drehen auf einer Präzisionsdrehmaschine wird die grundlegende Wellengeometrie – alle Durchmesser, Längen, Schultern, Hinterschnitte und Konizitäten – mit einer Materialzugabe von 0,1 mm bis 0,3 mm auf geschliffenen Flächen für das anschließende Rundschleifen erstellt. Zu diesem Zeitpunkt in beide Wellenenden gebohrte Zentrierlöcher dienen als Bezugspunkt für alle nachfolgenden Schleif- und Inspektionsarbeiten. Die Genauigkeit dieser Zentrierlöcher – ihre Konzentrizität, Tiefe und Oberflächenbeschaffenheit – bestimmt direkt die beim anschließenden Schleifen erreichbare Genauigkeit, da sich die Welle bei allen Schleifvorgängen auf diesen Zentren dreht. Präzises Zentrierbohren auf einer CNC-Drehmaschine mit beweglicher Spitze und sorgfältiger Maschineneinrichtung ist bei einer Präzisionsmotorwelle kein trivialer Vorgang; Es ist die Grundlage, von der alle spätere Genauigkeit abhängt.
Das Rundschleifen ist das maßgebliche Fertigungsverfahren für präzise Motorwellenzapfen und Lagersitze. Die Welle wird zwischen Präzisionszentren auf der Schleifmaschine montiert und langsam gedreht, während eine Hochgeschwindigkeitsschleifscheibe über die Zapfenoberfläche fährt und bei Schlichtschnitten pro Durchgang 0,002–0,005 mm abträgt, um den endgültigen Durchmesser, die Rundheit, die Zylindrizität und die Oberflächenbeschaffenheit zu erreichen. Moderne CNC-Rundschleifmaschinen erreichen bei ordnungsgemäßer Wartung und thermischer Stabilisierung eine Durchmesserwiederholgenauigkeit von ±0,001 mm oder besser und eine Oberflächenrauheit von Ra 0,1–0,4 µm routinemäßig. Die Nachbearbeitungsmessung – die automatische Messung des Wellendurchmessers zwischen den Schleifdurchgängen mit einem an der Maschine montierten In-Prozess-Messgerät – eliminiert Maßabweichungen, die durch Wärmeausdehnung und Schleifscheibenverschleiß entstehen, und sorgt so für eine gleichbleibende Größenkonsistenz über alle Produktionschargen hinweg, ohne dass manuelle Eingriffe erforderlich sind.

Vor dem Endschleifen werden Keilnuten in die Welle gefräst, um Spannungskonzentrationen an den Keilnutkanten zu vermeiden, die beim Kontakt mit der Schleifscheibe zu Mikrorissen führen könnten. Keilverzahnungen auf Präzisionsmotorwellen werden durch Wälzfräsen, Fräsen oder Kaltwalzen hergestellt. Kaltgewalzte Keilverzahnungen haben den zusätzlichen Vorteil, dass durch den Walzprozess Druckeigenspannungen entstehen, die die Ermüdungsbeständigkeit im Vergleich zu bearbeiteten Verzahnungen verbessern. Gewinde an den Wellenenden werden nach dem Endschleifen geschnitten oder gerollt, um eine Störung der geschliffenen Oberflächen zu vermeiden. Das Gewinderollen – das Einpressen der Gewindeform in die Wellenoberfläche statt das Schneiden – erzeugt stärkere Gewinde mit komprimierenden Oberflächenspannungen und wird dem Gewindeschneiden bei Präzisionsmotorwellen vorgezogen, bei denen die Gewindeermüdungslebensdauer eine Rolle spielt.
Für den Konstrukteur und Planer ist es ebenso wichtig zu verstehen, wie Präzisionsmotorwellen im Betrieb versagen – und warum –, wie zu verstehen, wie sie hergestellt werden. Die meisten Ausfälle von Präzisionsmotorwellen sind auf eine von wenigen Grundursachen zurückzuführen, die, sobald sie identifiziert sind, durch Design, Materialauswahl oder Änderungen des Herstellungsprozesses problemlos behoben werden können.
Eine vollständige Präzisionsspezifikation für Motorwellen teilt dem Hersteller – sei es eine interne Produktionsstätte oder ein externer Lieferant – eindeutig mit, was genau erforderlich ist und wie die Konformität überprüft wird. Unvollständige Spezifikationen sind die häufigste Ursache dafür, dass nicht konforme Wellen geliefert und akzeptiert werden, nur weil das Problem während der Motormontage oder zu Beginn der Inbetriebnahme auftritt. Die folgenden Elemente müssen in jeder Präzisionsmotorwellenspezifikation explizit definiert werden.
Ingenieure und Beschaffungsteams, die Präzisionsmotorwellen beschaffen, stehen vor der Wahl zwischen dem Kauf von Standard-Katalog-Präzisionswellen, der Bestellung individuell gefertigter Wellen nach einer bestimmten Zeichnung oder der Beschaffung von OEM-Ersatzwellen von Motorenherstellern. Jede Option hat ein anderes Kosten-, Lieferzeit- und Mindestbestellmengenprofil. Die richtige Wahl hängt von den Volumenanforderungen der Anwendung ab, davon, wie gut ein Standardprodukt der Spezifikation entspricht und ob es sich bei der Welle um ein Ersatzteil oder eine neue Konstruktionskomponente handelt.
Präzisionsgeschliffene Wellen – geliefert in Standardlängen und -durchmessern mit garantierter Durchmessertoleranz h6 oder g6 und einer Geradheit von weniger als 0,02 mm pro 300 mm – sind bei Lieferanten von Wellen und Linearbewegungskomponenten aus Kohlenstoffstahl, Edelstahl und einsatzgehärtetem Stahl erhältlich. Diese Option ist geeignet, wenn die Wellengeometrie einfach ist (konstanter Durchmesser oder abgestuft mit Standardschritten), die erforderliche Toleranz mit der Spezifikation des Katalogprodukts übereinstimmt und sekundäre Bearbeitungen (Passfederfräsen, Gewindeschneiden, Bohren) im eigenen Haus oder von einem örtlichen Maschinisten durchgeführt werden können. Der wesentliche Vorteil ist die sofortige Verfügbarkeit ohne Werkzeugkosten oder Vorlaufzeit für kundenspezifische Bearbeitungen – wichtig für Prototyping, Reparatur und Kleinserienproduktion.
Für Motorwellengeometrien mit spezifischen Merkmalen – integrierte Ritzelzähne, Keilverzahnungen, mehrere Präzisionszapfen mit bestimmten Rundlaufverhältnissen, konische Enden oder spezielle Materialien – ist die kundenspezifische Bearbeitung durch einen Hersteller von Präzisionswellen der geeignete Weg. Kundenspezifische Wellen werden nach Kundenzeichnung gefertigt und vor der Auslieferung einer Prüfung gemäß den festgelegten Abnahmekriterien unterzogen. Die Lieferzeiten für kundenspezifische Präzisionsmotorwellen liegen in der Regel zwischen 2 und 6 Wochen für Standardmaterialien in moderaten Mengen, mit längeren Lieferzeiten für exotische Materialien, Wärmebehandlungssequenzen mit langen Ofenzyklen oder sehr enge Toleranzen, die mehrere Schleif- und Messdurchgänge erfordern. Bei der Bestellung einer kundenspezifischen Welle ist die Bereitstellung einer vollständigen und eindeutigen Zeichnung der wichtigste Faktor für den Erhalt konformer Teile bei der ersten Lieferung. Mehrdeutige Zeichnungen führen zu Interpretationsfehlern, Klarstellungsanfragen, die die Lieferzeit verlängern, und Wellen, die der Zeichnung entsprechen, aber nicht für den Zweck geeignet sind, liegen technisch gesehen in der Verantwortung des Kunden.
Nicht alle Maschinenwerkstätten, die behaupten, Präzisionsmotorwellen herzustellen, verfügen über die Ausrüstung, Prozesssteuerung und Messfähigkeit, um in der Produktion konsistent IT5- oder IT6-Durchmessertoleranzen, einen Rundlauffehler von unter 5 µm und eine Oberflächengüte von Ra 0,4 µm zu erreichen. Bevor Sie einen neuen Präzisionswellenlieferanten qualifizieren, überprüfen Sie Folgendes: den Schleifmaschinenpark sowie dessen Alter und Wartungszustand; die für die Inspektion verfügbare Messausrüstung (Rundheitsmessmaschine, KMG oder Präzisions-Zentriermaschinen mit Messuhr, Oberflächenprofilometer und deren Kalibrierungsstatus); die Prozessdokumentation und Zertifizierung des Qualitätsmanagementsystems des Lieferanten (mindestens ISO 9001, IATF 16949 für Präzisionswellen der Automobilzulieferindustrie); und ihre Bereitschaft, Erstmusterprüfberichte (FAIRs) mit tatsächlichen Messwerten – und nicht nur Pass/Fail-Stempeln – für alle kritischen Merkmale der Erstmuster bereitzustellen. Ein Lieferant, der sich weigert, tatsächliche Messdaten zu Erstartikeln bereitzustellen, erzählt Ihnen etwas Wichtiges darüber, wie er seine Produktionsqualität verwaltet.

Fenglan ist Hersteller von elektrischen Präzisionsteilen in China, Hersteller von Präzisionsteilen für die Automobilindustrie und Lieferanten von industriellen Präzisionsteilen. Ihr zuverlässiger Partner in der Teile- und Komponentenfertigung seit 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: Nr. 60, East Zhuanghe Road, Stadt Chunjiang, Dorf Wei, Bezirk Xinbei, Stadt Changzhou, China
Add: Nr. 60, East Zhuanghe Road, Stadt Chunjiang, Dorf Wei, Bezirk Xinbei, Stadt Changzhou, China  Privatsphäre
Privatsphäre



 +86-13861233850
+86-13861233850  17.09.2025
17.09.2025 






