
 2026-05-28
2026-05-28 Toleranzen werden in Tausendstel Zoll gemessen. Das ist die Welt von Präzisions-CNC-Bearbeitungsteile – Komponenten, die mit computergesteuerten Werkzeugmaschinen hergestellt werden, die Material von einem massiven Werkstück entfernen, um exakte Abmessungen, Oberflächenbeschaffenheiten und geometrische Merkmale zu erzielen. Im Gegensatz zu allgemein bearbeiteten Teilen unterliegen Präzisions-CNC-Komponenten engen Toleranzen, oft innerhalb von ±0,001 Zoll (±0,025 mm) oder enger, je nach Anwendung.
Der Kern des Prozesses ist die Automatisierung. Ein CAD-Modell wird in G-Code-Anweisungen übersetzt, die Achsbewegungen, Spindelgeschwindigkeiten, Vorschübe und Schnitttiefe steuern, ohne dass Raum für manuelle Interpretationen besteht. Jeder Durchgang des Schneidwerkzeugs folgt einer definierten Bahn, weshalb zwei Teile, die im Abstand von einer Woche auf derselben Maschine hergestellt wurden, maßlich identisch sind. Diese Wiederholgenauigkeit macht CNC-Präzisionskomponenten in der Luft- und Raumfahrt, in der Medizintechnik, in der Robotik sowie in der Automobil- und Elektronikfertigung unverzichtbar.
Was ein „Präzisions“-Teil von einem standardmäßig bearbeiteten Teil unterscheidet, sind nicht nur engere Zahlen auf einer Zeichnung – es ist die gesamte Produktionsumgebung: temperaturkontrollierte Maschinenräume, streng ausbalancierte Werkzeuge, Mehrpunkt-Inspektionsprotokolle und Materialzertifizierungen vom Rohmaterial aufwärts. Wenn ein Teil in einer größeren Baugruppe eine strukturelle oder funktionale Rolle spielt, ist die präzise CNC-Bearbeitung fast immer die richtige Wahl.
Verschiedene Schneidvorgänge bedienen unterschiedliche Geometrien und die komplexesten Präzisionsteile erfordern eine Kombination von Prozessen. Das Verständnis, welcher Vorgang welches Merkmal hervorbringt, hilft Ingenieuren dabei, bessere Zeichnungen zu verfassen und Käufern dabei zu helfen, bei der Beschaffung von Teilen intelligentere Fragen zu stellen.
Beim Fräsen werden rotierende Mehrpunkt-Schneidwerkzeuge verwendet, um Material über flache oder konturierte Oberflächen, Schlitze, Taschen und Löcher zu entfernen. Beim 3-Achsen-Fräsen können die meisten prismatischen Teile verarbeitet werden, während 4- und 5-Achsen-Fräsmaschinen das Werkstück oder die Spindel neigen können, um Hinterschnitte und komplexe gekrümmte Geometrien in einer einzigen Aufspannung zu erreichen. Dadurch werden Spannfehler reduziert, die sich ansammeln, wenn ein Teil mehrmals neu positioniert werden muss.
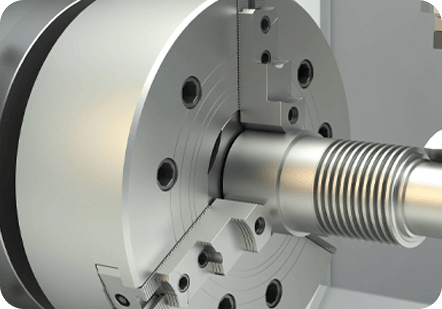
Beim Drehen wird das Werkstück gegen ein stationäres Schneidwerkzeug gedreht, was es zum bevorzugten Verfahren für zylindrische Teile macht: Wellen, Buchsen, Gewindebefestigungen, Düsen und Armaturen. Moderne CNC-Drehzentren verfügen häufig über angetriebene Werkzeuge – Fräs- und Bohraufsätze – sodass Querbohrungen, Abflachungen und Keilnuten im selben Arbeitsgang hinzugefügt werden können, ohne dass das Teil zu einer Fräse transportiert werden muss.
Bei Langdrehmaschinen werden lange, dünne Stangen durch eine Führungsbuchse geführt, die sehr nahe an der Schneidzone positioniert ist. Da das Material direkt am Schnitt gestützt wird, erzielen diese Maschinen eine außergewöhnliche Rundheit und Oberflächengüte bei Teilen mit kleinem Durchmesser – zum Beispiel bei medizinischen Stiften, Zahnimplantaten, Uhrenkomponenten und Miniaturventilschäften. Durchmesser unter 32 mm sind der typische Sweet Spot.
EDM erodiert Material mithilfe kontrollierter elektrischer Funken und nicht durch mechanisches Schneiden. Drahterodieren schneidet komplexe 2D-Profile praktisch ohne Schnittkräfte durch gehärteten Stahl und eignet sich daher ideal für Formhohlräume, Stempel- und Matrizensätze und Turbinenelemente in der Luft- und Raumfahrt, die sich bei herkömmlichen Werkzeugen verbiegen würden. Es ist langsamer als das Fräsen, erreicht aber bei harten Materialien Toleranzen von ±0,0001 Zoll.
Wenn für ein Teil eine ebene Oberfläche mit einer einstelligen Ra-Oberflächenrauheit oder einer Maßgenauigkeit im Submikrometerbereich erforderlich ist, ersetzt das Oberflächenschleifen das Fräsen. Eine rotierende Schleifscheibe trägt Mikromengen an Material in Durchgängen im Tausendstel-Millimeter-Bereich ab. Typische Kandidaten sind gehärtete Werkzeugstahlkomponenten und Präzisionsendmaße.
Die Materialauswahl beeinflusst die Bearbeitbarkeit, die Endtoleranzfähigkeit, die Oberflächengüte und die Teileleistung. Das richtige Material für eine präzisionsgefertigte Komponente hängt von den mechanischen Anforderungen, der Betriebsumgebung, den Gewichtszielen und den Nachbearbeitungsanforderungen ab.
| Material | Typische Anwendungen | Stärken | Überlegungen |
|---|---|---|---|
| Aluminium 6061-T6 / 7075-T6 | Luft- und Raumfahrthalterungen, Gehäuse, optische Halterungen | Hervorragende Bearbeitbarkeit, geringes Gewicht, gute Wärmeleitfähigkeit | Geringere Härte als Stahl; Oberflächenbehandlung oft erforderlich |
| Edelstahl 303/316 | Medizinische Instrumente, Teile für die Lebensmittelverarbeitung, Schiffsarmaturen | Korrosionsbeständigkeit, Biokompatibilität | Verfestigt sich beim Schneiden; erfordert schärfere Werkzeuge |
| Titan Grad 5 (Ti-6Al-4V) | Verbindungselemente für die Luft- und Raumfahrt, orthopädische Implantate | Hohes Verhältnis von Festigkeit zu Gewicht, ausgezeichnete Biokompatibilität | Eine schlechte Wärmeleitfähigkeit führt zu Werkzeugverschleiß; langsame Schnittgeschwindigkeiten erforderlich |
| Messing (C360) | Ventilkörper, Armaturen, elektrische Anschlüsse | Hervorragende Bearbeitbarkeit, geringe Reibung, korrosionsbeständig | Nicht geeignet für Hochtemperatur- oder hochfeste Strukturrollen |
| BLICK | Geräte zur Handhabung von Halbleitern, medizinische Geräte | Chemische Beständigkeit, hervorragende mechanische Eigenschaften bei erhöhten Temperaturen | Hohe Materialkosten; erfordert eine sorgfältige Spanabfuhr |
| Kohlenstoffstahl 4140 | Wellen, Zahnräder, Werkzeugvorrichtungen | Hohe Festigkeit, gute Bearbeitbarkeit vor dem Härten | Anfällig für Korrosion; erfordert oft eine Beschichtung |
Profi-Tipp bei der Bestellung: Fordern Sie immer ein Materialzertifikat (auch Mühlenzertifikat oder Konformitätszertifikat genannt) mit Ihren Teilen an. Dieses Dokument bestätigt, dass das Rohmaterial die spezifizierte Legierungszusammensetzung und die mechanischen Eigenschaften erfüllt – eine nicht verhandelbare Anforderung für Lieferketten in der Luft- und Raumfahrt sowie im Medizin- und Verteidigungsbereich.
Präzise bearbeitete Teile tauchen überall dort auf, wo ein Ausfall keine Option ist oder wo Montagespiele in Mikrometern gemessen werden. Die folgenden Branchen repräsentieren die volumenstärksten und anspruchsvollsten Anwender von CNC-Präzisionskomponenten.
Turbinenschaufeln, Aktuatorkörper, Fahrwerkskomponenten und Strukturhalterungen erfordern alle enge geometrische Toleranzen und eine vollständige Rückverfolgbarkeit des Materials. CNC-Teile für die Luft- und Raumfahrt werden in der Regel aus Aluminiumlegierungen, Titan und hochtemperaturfesten Nickellegierungen in Luft- und Raumfahrtqualität gefertigt. Die Zertifizierung des Qualitätsmanagements nach AS9100 ist die Grundvoraussetzung für Lieferanten in diesem Bereich.
Chirurgische Instrumente, orthopädische Implantate und Gehäuse von Diagnosegeräten müssen den Qualitätsstandards ISO 13485 und bei implantierbaren Geräten den vollständigen Biokompatibilitätsanforderungen entsprechen. Medizinische CNC-Präzisionsteile werden häufig aus Edelstahl 316L oder Titan der Güteklasse 5 hergestellt und erfordern eine Handhabung im Reinraum, gratfreie Kanten und Rückverfolgbarkeit bis zur Wärmezahl des Rohmaterials.
Motorkomponenten, Getriebeteile, Aufhängungsglieder und Komponenten des Bremssystems sind auf eine präzise CNC-Bearbeitung angewiesen, um bei hohen Produktionsmengen einheitliche Abmessungen zu gewährleisten. Bei Motorsportanwendungen drängt die Gewichtsreduzierung dazu, dass die Materialien Aluminium und Titan bevorzugen, während die Toleranzen an Lagerbohrungen und Ventilsitzen auf ±0,005 mm oder besser gehalten werden.
Roboter zur Handhabung von Halbleiterwafern, PCB-Testvorrichtungen und Kühlkörperbaugruppen erfordern nichtmagnetische, formstabile Präzisionskomponenten. Aluminium und PEEK werden hier häufig verwendet. Ebenheits- und Parallelitätstoleranzen der Passflächen werden häufig im einstelligen Mikrometerbereich angegeben, um einen ordnungsgemäßen thermischen Kontakt oder eine elektrische Isolierung sicherzustellen.
Robotergelenke, Servomotorgehäuse, Linearbewegungsschlitten und Endeffektorkomponenten werden präzise bearbeitet, um die Positionsgenauigkeit über Millionen von Zyklen hinweg aufrechtzuerhalten. Jede Maßabweichung in einer bearbeiteten Verbindung führt direkt zu einem Positionsfehler an der Werkzeugspitze, weshalb präzise CNC-Komponenten für die Leistung moderner Industrieroboter von grundlegender Bedeutung sind.

Auswahl eines Lieferanten für Präzisions-CNC-Bearbeitungsteile ist ebenso eine Qualitätsentscheidung wie eine Preisentscheidung. Ein niedriges Angebot von einer Werkstatt, die nicht über die Ausrüstung oder Qualitätssysteme verfügt, um Ihre Toleranzen einzuhalten, verursacht mehr Kosten in Form von Ausschussteilen, Verzögerungen und Neubeschaffung als ein etwas höheres Angebot von einem fähigen Partner. Folgendes sollten Sie sich ansehen:
Der größte Einflussfaktor auf die Kosten von Präzisions-CNC-bearbeiteten Teilen ist die Zeichnung selbst. Ingenieure, die die Bearbeitungsbeschränkungen verstehen, können Teile konstruieren, die schneller produziert werden können, einfacher zu prüfen sind und bei denen die Wahrscheinlichkeit geringer ist, dass Ausschuss entsteht – ohne dass die funktionale Leistung darunter leidet.
Einer der häufigsten Kostentreiber bei Präzisionsteilen ist die Übertoleranz. Wenn eine Toleranz von ±0,050 mm funktionell ausreichend ist, verdoppelt oder verdreifacht die Angabe von ±0,005 mm die Bearbeitungszeit und löst zusätzliche Prüfschritte aus. Reservieren Sie enge Toleranzen für Merkmale, die tatsächlich mit anderen Komponenten zusammenpassen, Lasten tragen oder Dichtflächen bilden. Alles andere sollte die lockerste Toleranz haben, die noch funktioniert.
Tiefe Taschen mit kleinen Bodenradien erfordern Schaftfräser mit kleinem Durchmesser, die zerbrechlich, langsam und teuer im Betrieb sind. Die Bearbeitung einer Tasche mit einer Tiefe von 50 mm und einem Eckenradius von 1 mm kann fünfmal mehr kosten als die gleiche Tasche mit einem Eckenradius von 3 mm. Gestalten Sie die Innenradien nach Möglichkeit so, dass sie den Standard-Werkzeugdurchmessern entsprechen, und begrenzen Sie das Verhältnis von Tiefe zu Breite auf nicht mehr als 4:1.
Jedes Mal, wenn ein Teil gelöst und neu positioniert wird, besteht die Gefahr, dass sich Positionsfehler anhäufen. Wenn ein Teil in einer oder zwei statt vier Aufspannungen vollständig bearbeitet werden kann, ist es präziser, schneller herzustellen und kostengünstiger. Überlegen Sie, wie das Teil befestigt wird, wenn Sie Features auf mehreren Flächen anordnen.
Nicht standardmäßige Gewindeformen und ungewöhnliche Lochdurchmesser erfordern Spezialwerkzeuge, die Maschinenbauer möglicherweise nicht auf Lager haben. Durch die Standardisierung auf gängige metrische oder einheitliche Gewindegrößen (M3, M4, M6 oder #4-40, #6-32, 1/4-20) bleiben die Werkzeugkosten niedrig und die Lieferzeiten kurz. Die gleiche Logik gilt für geriebenen Löchern – die Angabe eines Standard-Reibahlendurchmessers wie 6H7 oder 8H7 vermeidet kundenspezifische Werkzeugbestellungen.
Roh bearbeitetes Aluminium oxidiert. Stahl rostet. Selbst Edelstahl kann in aggressiven Umgebungen korrodieren. Bei der Nachbearbeitung wird aus einem bearbeiteten Rohling ein produktionsbereites Teil, das Korrosionsbeständigkeit, Verschleißfestigkeit, Härte oder ein kosmetisches Finish verleiht.
Ein präzisionsgefertigtes Teil ist nur so gut wie die Messung, die bestätigt, dass es innerhalb der Toleranz liegt. Die Qualitätskontrolle in einer seriösen CNC-Präzisionswerkstatt ist kein letzter Schritt am Ende der Produktion – sie ist in jeden Schritt eingebunden.
In-Prozess-Inspektion nutzt Messsysteme an der Werkzeugmaschine selbst, um kritische Merkmale während des Zyklus zu messen und den Werkzeugverschleiß automatisch zu kompensieren. Dadurch wird Drift aufgefangen, bevor eine Charge von Teilen außerhalb der Toleranz produziert wird. Bei der Off-Machine-Inspektion werden KMGs (Koordinatenmessgeräte) verwendet, um komplexe 3D-Geometrien anhand des ursprünglichen CAD-Modells zu überprüfen und einen formellen Inspektionsbericht mit tatsächlichen und nominalen Abmessungen für jedes kritische Merkmal zu erstellen.
Für regulierte Lieferketten umfasst ein umfassendes Qualitätspaket in der Regel Folgendes: Maßkontrollberichte, Materialzertifikate, Oberflächenprüfung (Messungen der Oberflächenrauheit, Sichtprüfung auf Grate) und eine von einem Qualitätsingenieur unterzeichnete Konformitätsbescheinigung. Einige Verträge erfordern auch statistische Prozesskontrolldaten (SPC), die zeigen, dass der Produktionsprozess über den gesamten Lauf stabil ist – und nicht nur, dass eine Handvoll Musterteile innerhalb der Toleranz lagen.

Fenglan ist Hersteller von elektrischen Präzisionsteilen in China, Hersteller von Präzisionsteilen für die Automobilindustrie und Lieferanten von industriellen Präzisionsteilen. Ihr zuverlässiger Partner in der Teile- und Komponentenfertigung seit 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: Nr. 60, East Zhuanghe Road, Stadt Chunjiang, Dorf Wei, Bezirk Xinbei, Stadt Changzhou, China
Add: Nr. 60, East Zhuanghe Road, Stadt Chunjiang, Dorf Wei, Bezirk Xinbei, Stadt Changzhou, China  Privatsphäre
Privatsphäre



 +86-13861233850
+86-13861233850  17.09.2025
17.09.2025 






